



ZEMAX軟件技術應用專題:在 OpticStudio 中模擬高階雷射光束 
“Gaussian Waist”光束定義的輸入參數的進一步描述可以在標題為“關於物理光學傳播”的Help系統部分中找到。Laguerre-Gaussian 模態對於圓柱對稱的雷射腔設計,即具有圓形增益孔徑,Laguerre-Gaussian模態提供了對近軸波動方程的適當解。這些模式的電場分佈可以寫成Laguerre polynomials。
2057
w**elab86_Swsp ??? 3年前
ZEMAX軟件應用專題:波前 (OPD) 怎麼算的 
然後我們打開OPD Fan並設定如下圖,可以看到Py=-1的時候,波前差確實是-0.272387?,F在讓我們來驗證看看離軸的視場,例如說我們想看最大的視場3。首先我們清空評價函數編輯器,然後先暫時把出瞳面的Radius設回無限大。輸入以下資料到評價函數中,目的是計算主光線在出瞳面上的位置、角度以及到像面所經過的光程。
2516 1
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術應用專題:基於 Alvarez自由曲面透鏡的光學變焦 
我們在一個光學系統中有幾組透鏡元件,它們沿著光軸沿著預定義的軌跡移動,從而提供了光學系統最終焦距(變焦係數)的變化。在 Alvarez變焦鏡頭的情況下,我們有一對所謂的Alvarez鏡頭,這些鏡頭元件相互之間的橫向位移提供了光學系統焦距的變化。傳統變焦鏡頭與 Alvarez變焦鏡頭的主要區別在於,傳統系統鏡頭沿光軸運動,而Alvarez系統鏡頭則沿垂直於光軸的方向運動。
2220
w**elab86_Swsp ??? 3年前
60歲老設計師總結 230條模具設計經驗,珍貴的資料! 
92.大模具在設計時就應該考慮好排氣槽的設計,不應該在試模后再指定,根據經驗,一般在模具的四周用銑刀或磨床(根據模具精度需要而定),加工出一周的淺槽,深度小于塑料的溢邊值。
3207 1
UG模具設計材料 ??? 3年前
UG NX畫模具結構設計要點大全,值得收藏! 
152.PSF材料不易產生靜電,但價格為PC 的2-3 倍,因此高檔產品選用PSF,而一般產品選用PC。 153.如下圖1、2 部品,要檢測圖2 上的凸點高度,做圖3示治具,把圖2 箭頭所示處帖在圖3箭頭所示處,把治具3 翻轉后即可測定。 154.該模具加工的順序為: A.凸點先不加工,平面咬花. B.
3821
張偉一 ??? 3年前
ZEMAX軟件技術應用專題:用於數位元投影光學中均勻照明的陣列透鏡 (蒼蠅眼) 
後表面可以是平面、球面、圓錐面、多項式非球面或環形表面。這使得陣列中透鏡元件表面形狀的定義和優化具有了極大的靈活性。下圖顯示了透鏡陣列1物體,它是由7 x 5個矩形透鏡組成的透鏡陣列,每個矩形透鏡都可以看作一個球面透鏡的矩形區域。其它可以用於該應用程式的物體包括透鏡陣列2物件和六邊形透鏡陣列(Hexagonal Lenslet Array)物件。
2002
w**elab86_Swsp ??? 3年前
ZEMAX軟件技術應用專題:如何使用ZOS-API創建飛行時間用戶分析 
此模式不允許對當前鏡頭系統或使用者介面進行更改(即:在這種模式下只允許對系統的副本進行更改)。自訂分析可以用C++ (COM)或C# (.NET)編寫。本文的自訂分析是用C#編寫的。有關自訂分析的更多資訊,請點擊程式設計(Programming)選項卡>關於ZOS-API (About the ZOS-API) >自訂分析 (User Analysis),查看內置幫助檔。
2080
w**elab86_Swsp ??? 3年前
細長條連桿零件材料熱處理及孔精加工過程研究 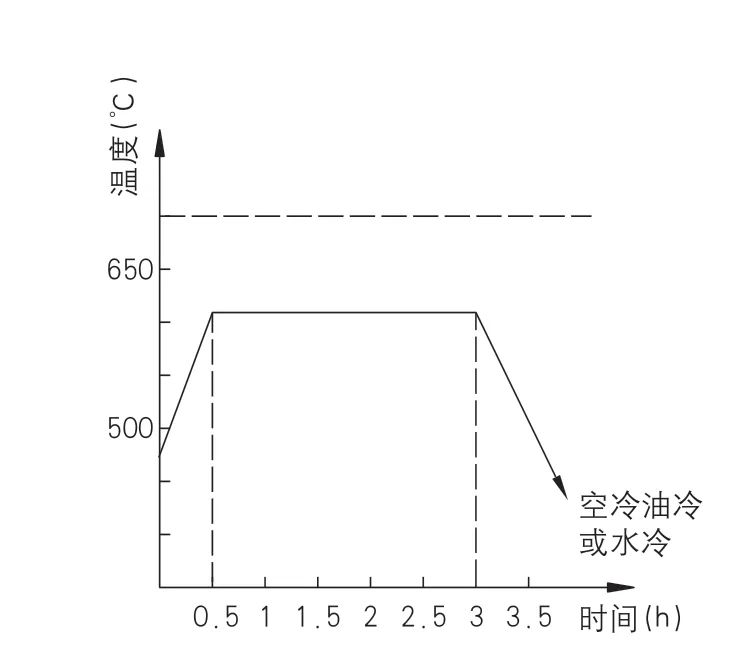
結果:零件孔形位公差均能滿足圖紙要求,出現零件鉸孔后尺寸偏小,反復鉸孔均不能滿足零件孔徑公差,大部分孔表面粗糙度集中在Ra1.6 ~Ra3.2μm 范圍內,孔內有劃痕狀凹槽。⑶方案三。方式:鉗工利用鉆孔工裝擴鉆粗精鉸孔。內容:鉆孔至φ16.5mm,擴孔至φ18.8mm,粗鉸孔至φ19mmH7,最后精鉸孔φ(19.12+0.030)mm。
2844
金屬加工前沿 ??? 3年前
半軸精車、鉆孔、孔倒角自動化設計 
主要加工尺寸:外圓直徑 φ221mm,盤厚15mm,中心距為 φ190mm,共計10個孔,孔徑為16.3 +0.2mm,孔相對于半軸兩端中心孔的位置度為 φ0.2mm,加工法蘭盤外圓、內外端面,鉆法蘭盤孔,內外端面孔倒角。圖1 法蘭盤產品結構圖生產線原有加工方式 原有生產線存在很多缺點與不足,如圖2所示。
2378
FMMM ??? 4年前
UG NX數控加工的參數設置大全,必看!
4)跟隨預鉆點:可指定預鉆點完成多腔加工2、跨區域:當使用跨區域時在選擇所加工面時把孔的邊界保留(忽略孔前面的對號去掉)1) 跟隨:刀具在移動到孔的上方時是提刀橫越孔的空間2) 切削:刀具移動到孔的上方時,是以切削的模式跨過孔的上方3) 移刀:刀具移動到孔的上方時。
3881
張偉一 ??? 3年前
模具銅公(電極)的加工方法和注意事項! [行業技術] ![模具銅公(電極)的加工方法和注意事項! [行業技術]](https://img.jishulink.com/upload/202207/d26821b0e69246d5a0c4d3117092d8c0.png?image_process=resize,fw_294,fh_172,)
銅公還要加工分中位,校表基準,火花放電時要校正銅工,一般校三個面(上,下,左,右)加工出的銅工必須有三個基準面。銅料是比較容易加工的材料,走刀速度,轉速都可以快一點,開粗時,留加工余量 0.2~0.5,視工件大小而定,加工余量大,開粗時走刀就可以快,提高效率。
2215
模具設計UG編程教學 ??? 3年前
3個工藝、6個操作快速解決鋁零件加工變形!! 
都是我創作的動力,期待你的加入通俗的說,夾具就是六個點(3+2+1:三點定面、兩點定線、一點固定),而機加工需要解決變形。常見的鋁零件加工變形的原因很多,與材質、零件形狀、生產條件等都有關系。主要有幾個方面:毛坯內應力引起的變形,切削力、切削熱引起的變形,夾緊力引起的變形。
2505
模具設計UG編程教學 ??? 3年前
干貨 | 鑄鐵平臺全面解析:種類、用途、精度等級與選型要點 
它的工作面光滑完整,沒有T型槽,經過精細刮研處理。檢驗平臺的精度等級分為0級、1級和2級,常用于計量室和實驗室等精和密場合,負責檢測發動機缸體、變速箱殼體等關鍵零部件的尺寸精度。0級和1級平臺在每邊25毫米×25毫米的范圍內需要達到不少于25個接觸點。劃線平臺是鉗工的基本工具,主要用于在工件毛坯上劃出加工輪廓線、孔位中線等,為后續機床加工提供定和位基準。
598
威岳13780573715 ??? 6天前
數控編程課堂:加工中心,你真的懂嗎?干貨們!一文詳解加工中心
(3)龍門加工中心:其主軸多數為垂直設置,帶有ATC系統,并帶有可更換的主軸頭附件,系統軟件功能較多,能一機多用,適合加工大型零件。 (4)萬能加工中心:萬能加工中心即五面加工中心,具有立式加工中心和臥式加工中心的功能,工件一次裝夾后,能完成除安裝面以外的所有側面和頂面的加工。
2263 1 1
數控編程教學 ??? 4年前
旺泓光傳感芯片產品應用領域解析 
WH光感材料優勢:1、自主核心晶片,綠光、IR雙波譜、雙通道2、綠光、IR獨立控制,配套封裝3、波譜響應PEAK值可客制化客需波長4、抗干擾能力強,IR輔助感測增強心率精度和解決膚色等客觀因素干擾5、單晶雙通道可完成原有兩顆PD工做---佩戴檢測等6、SOC制程工藝,穩定性好,精度高,一致性優異7、響應速度快,光靈敏度高8、光信號輸出為通用規格3倍
1905
如果我年少有為 ??? 2年前
CNC數控加工中心的分類方法 
所以,三軸一次只能加工一個面,適用于加工一些盤類零件,對于需要在多個面上加工孔或凹槽的許多零件來說,這是一個限制;四軸加工中心:4軸CNC加工是在3軸上再加一個旋轉軸,一般是水平面 360°旋轉。但不能高速旋轉,適用于加工一些箱體類零件。大多數4軸數控機床也允許工件旋轉,這就是所謂的b軸,這樣該機床既可充當銑床又可充當車床。
2600
2103707493 ??? 2年前
機械設計中,標準件的選擇原則 
⑷不銹鋼螺栓、螺釘、螺柱和螺母表1—3四、精度標準件(緊固件)的精度由產品等級決定。表1—4:標準件(緊固件)的產品等級及精確程度五、螺紋螺紋公差等級標準件(緊固件)羅紋公差等級表1—5注:1)僅機械性能為45H級的緊定螺釘和12.9級的內六角螺釘的螺紋公差可采用5g級。
2649 1
機械工業出版社E視界 ??? 3年前
機械加工后的毛刺怎么處理? 
1、合理的結構設計毛刺的形成在很大程度上受工件結構的影響,工件結構不同,加工后棱邊處的毛刺形狀和尺寸也有很大的差別。如果工件材料和表面處理是事先定好的,那么工件幾何形態和棱邊則是決定毛刺形成的一個重要因素。2、適當的加工順序加工順序對端銑毛刺的形狀、大小也有一定的影響。
2266
機械設計師 ??? 4年前
模具遇到這些問題,不再束手無策了! 
導柱孔與分模面的筆直度至關首要,在加工時是選用動、定模對準 方位夾緊后,在鏜床上一次鏜完,這么可確保動、定模孔的同心度,并使筆直度差錯最小。此外,導柱及導套的熱處理硬度有必要抵達方案懇求。3.導柱損害導柱在模具中首要起導向作用,以確保型芯和型腔的成型面在任何情況下互不相碰,不能以導柱作為受力件或定位件用。在幾種情況下,打針時動、定模將發生無窮的側向偏移力。
2164 1
高分 ??? 4年前
20條/頁 
 69
69 跳至頁

技術鄰APP
工程師必備
工程師必備
- 項目客服
- 培訓客服
- 平臺客服
TOP
